《中國制造2025》是國務院于2015年12月發布的制造業升級戰略,目標是在未來三十年內分三個階段將中國建設成為世界制造強國。該戰略的核心在于推動制造業的轉型升級,以創新為驅動力,注重質量、綠色發展和結構優化,同時強調人才培養。其行動綱領著重于市場主導與政府引導相結合,著眼于長遠發展,強調整體推進與重點突破,倡導自主發展與開放合作。
智能制造是《中國制造2025》的重點之一,旨在通過新一代信息技術與制造技術的融合,發展智能裝備和產品,提升企業在研發、生產、管理和服務等方面的智能化水平,實現信息化與工業化的深度融合。
在運動控制領域,插補運動技術至關重要,它使得設備能夠按照預定軌跡精確移動。這種技術在多個行業中得到應用,如鋰電設備、汽車制造、罐裝機械、物流設備、機加工、橡膠行業、3C產品和數控機床等。特別是在橡膠行業,利用G代碼和插補器的軌跡跟蹤功能可以高效完成點膠等精細作業。
機械裝備的制造加工功能通常通過部件的運動來實現,無論是金屬切削、焊接、鍛造還是3D打印等工藝,都依賴于精確的運動控制。不同的工藝對運動控制有特定的需求,如機器人和數控機床側重于路徑規劃和運動參數的協調,而印刷和包裝機械則更關注主軸與從軸的同步及工藝節拍。
運動控制系統是確保數控機床、機器人及其他先進裝備高效運行的關鍵。它不僅要求對設備的運動軌跡和形態有深入理解,還需解決復雜的機械運動學和動力學問題。
運動控制技術泛指在加工過程中,通過驅動部件(如液壓泵、直線驅動器或電動機)對機械設備或加工刀具的位置、速度、加速度、加速度變化率和轉矩等基本運動要素進行控制。這一技術在國民經濟的多個領域發揮著重要作用,并帶來了顯著的經濟效益。運動控制技術是控制理論在機械和電力工程中的實際應用,它綜合了微電子技術、電子電力技術、計算機信息技術、傳感檢測技術和電機學等多個領域的技術,是一門高度綜合的技術學科。
以下為LicOS PLC/PAC基于G代碼、插補器的插補運動功能詳細介紹與實現方法:

圖1 MC500系列PAC

圖2 MC600系列PAC
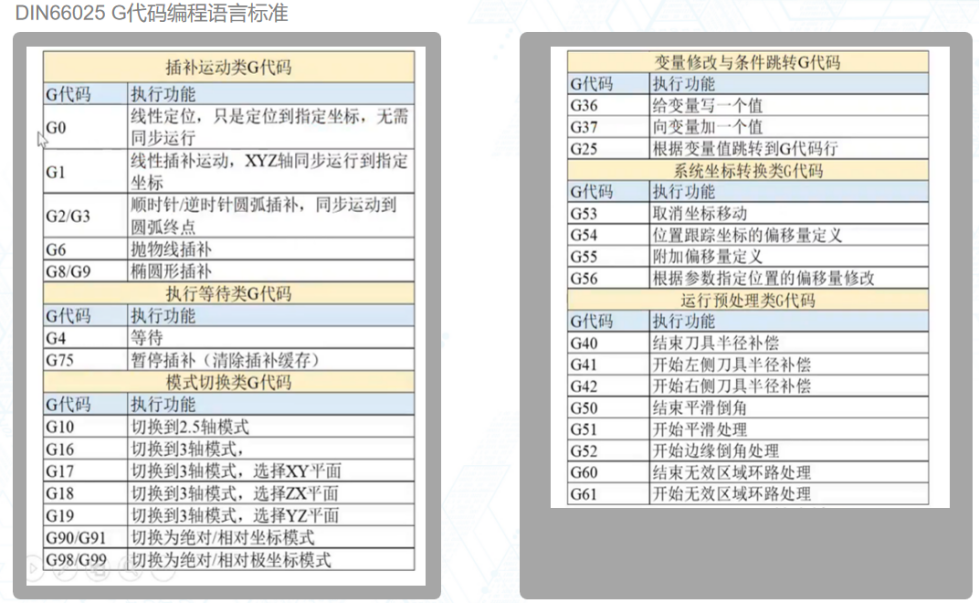
圖3 DIN66025 G代碼編程語言標準

圖4 G代碼實例
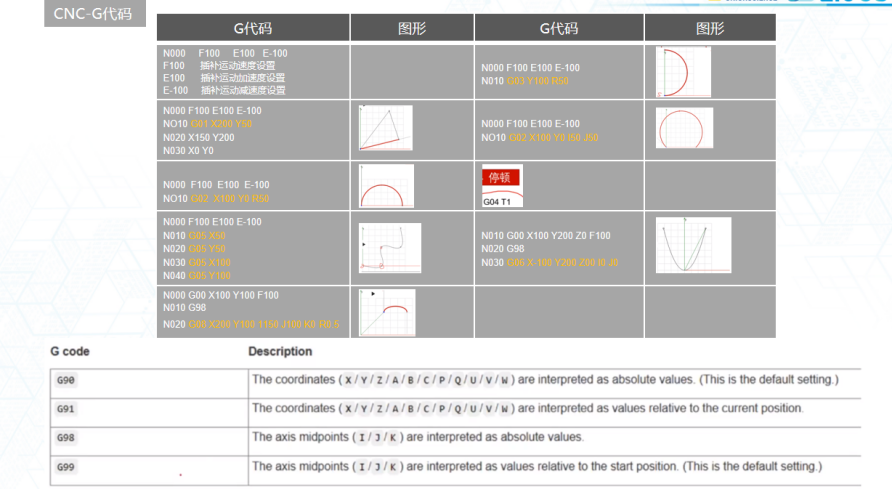
圖5 G代碼功能
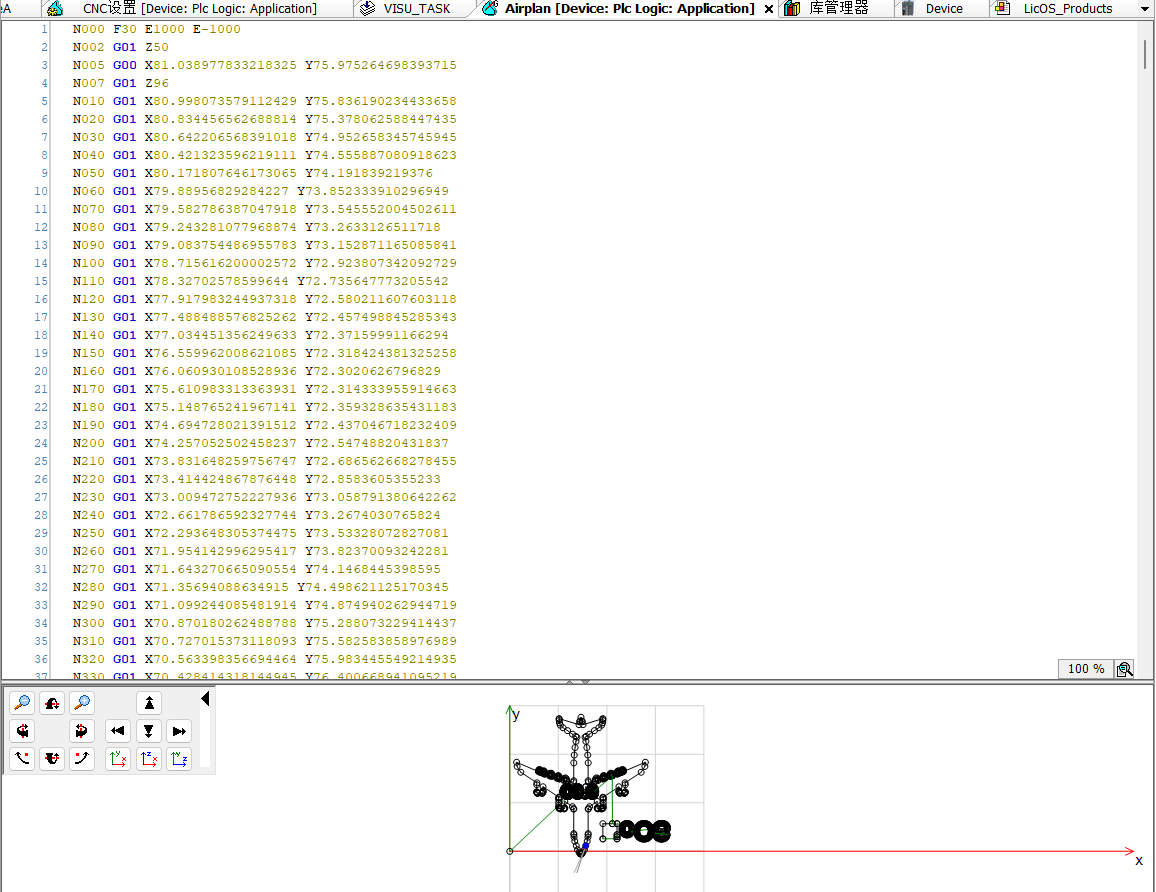
圖6 通過G代碼實現飛機模型搭建
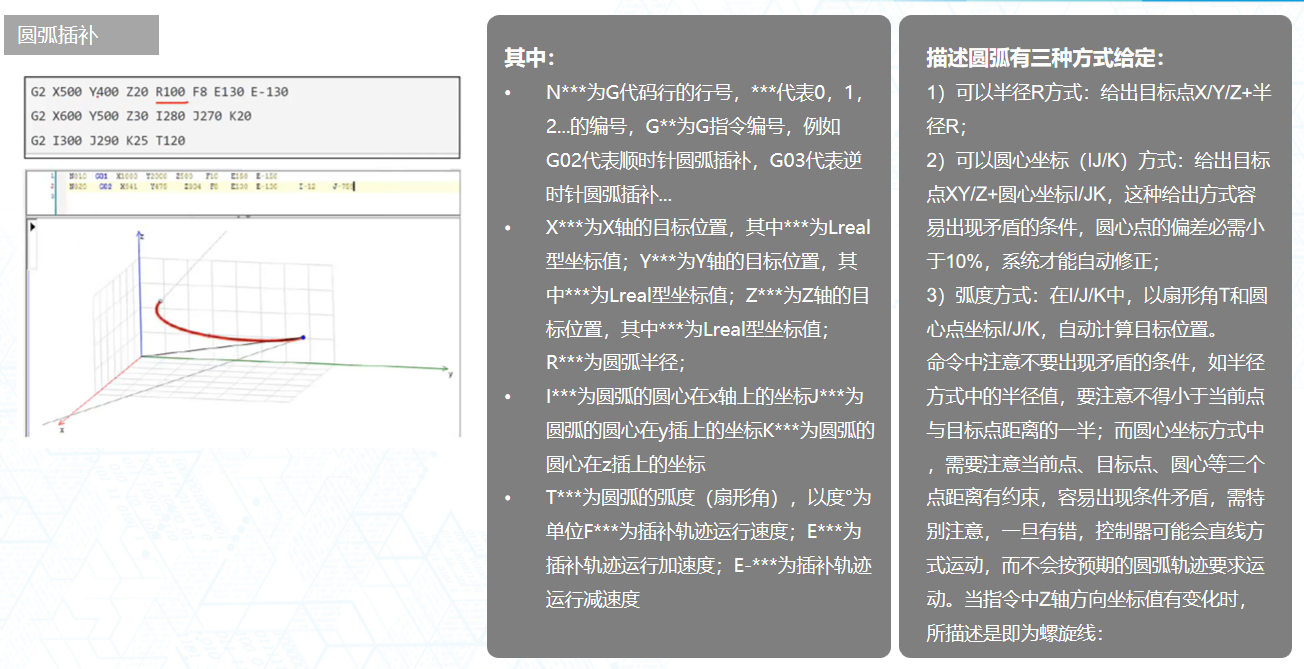
圖7 通過G代碼實現圓弧插補

圖8 通過G代碼實現直線插補
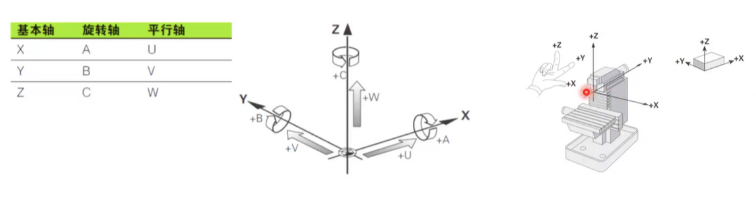
圖9 輔助軸
聯誠PLC的CNC運動控制部分除了支持3軸插補運動外,另外還支持A/B/C/P/O/U/V/W 等8個輔助軸的定位控制,以便在機械設備的插補運動軸在運動過程中,讓輔助軸可以配合運行,這些輔助軸的運行起止時間可以由用戶G-Code代碼程序決定,但與XYZ軸運動并沒有完全同步關系。
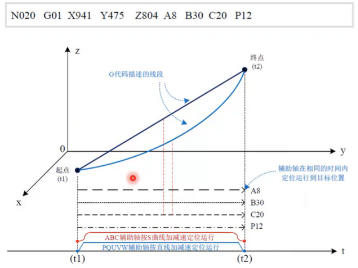
圖10 輔助軸
用戶程序中,輔助軸運動的編程寫法與XYZ 軸寫法相同:其中跟隨A/B/C/P/Q/U/V/W等變量后邊的數值,就是對應輔助軸的目標位置。軌跡插補運行時,各輔助軸按定位運行方式運行,其執行完成時間則與XYZ完成時間相同,如圖所示。
G代碼路徑可以實現直線路徑、圓弧路徑、曲線路徑、橢圓路徑。除了路徑規劃以外,可以通過G代碼是賦值,包括運行速度、運行加速度、運行減速度等。實際上,G代碼是基于點的描述,插補器將G代碼描述的點混合成相應路徑線段,并將這些混合而成的路徑線段存放在路徑規劃緩存區,并按路徑堆載輸出路徑線段驅動伺服系統運行。
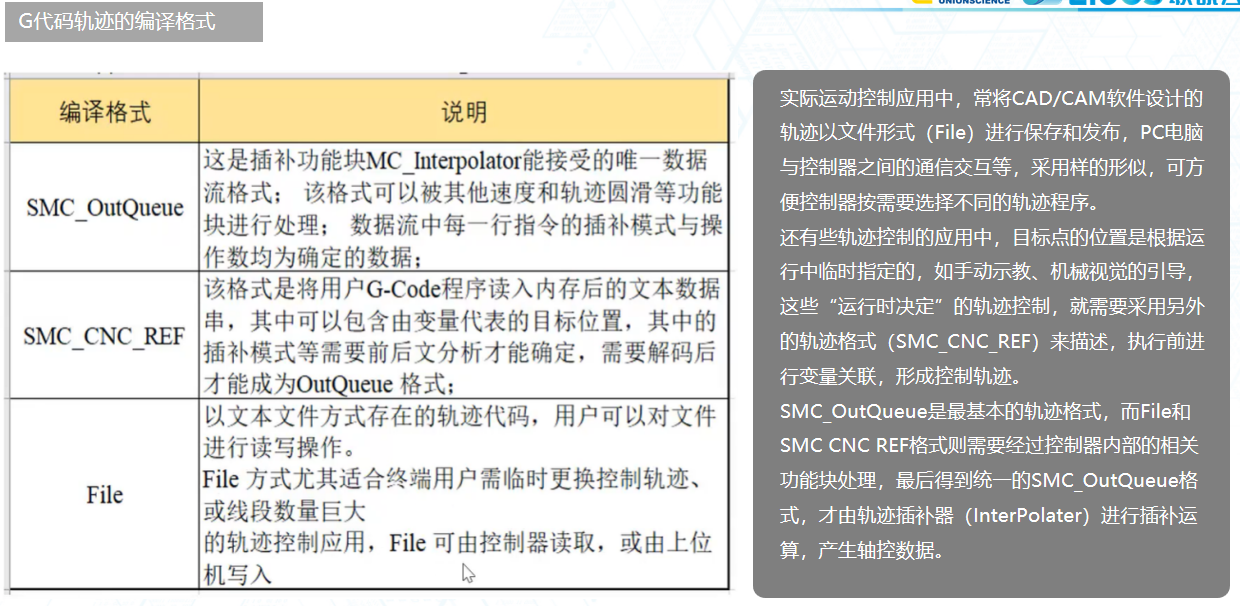
圖11 G代碼存儲的三種格式
編寫的G-Code軌跡程序,是以文本字符串的形式存在的,其中有些軌跡信息是需要進行上下文分析后才能準確還原用戶所需的控制特性,為了提高軌跡插補的運算效率,實現運行軌跡的平穩控制,需要將之編譯成適合處理器執行的代碼序列,典型格式如OutOueue格式。
OutQueue格式是將G-Code源文件編譯成方便插補器執行的數據表格,如軌跡的起止坐標與線型、加減速參數、模式指令參數、輔助軸運動參數、M與H指令參數,以及其他輔助信息等等,解析成有序的、無需前后文分析的正則表格數組。
插補器在執行時,按表格數據與線型直接插補輸出即可;根據這個表格數組,可以實現軌跡的雙向運動、多個連續線段的速度連續緩沖(Buffer))處理等。因此,OutQueue格式可以理解為正則的G代碼文件。正因OutQueue格式具有更完整的軌跡線段坐標與線型信息,方便作軌跡的圓滑倒角處理(Smooth),運行速度分析調整(CheckVelocity)、甚至是CNC加工軌跡控制所需的刀具補償(ToolCorrect),因而軌跡控制的預處理,一般都是基于軌跡的OutQueue格式進行的。上述幾種預處理,在Smart Control系統中已提供對應的FB功能塊,可以根據控制需要進行實例化調用。
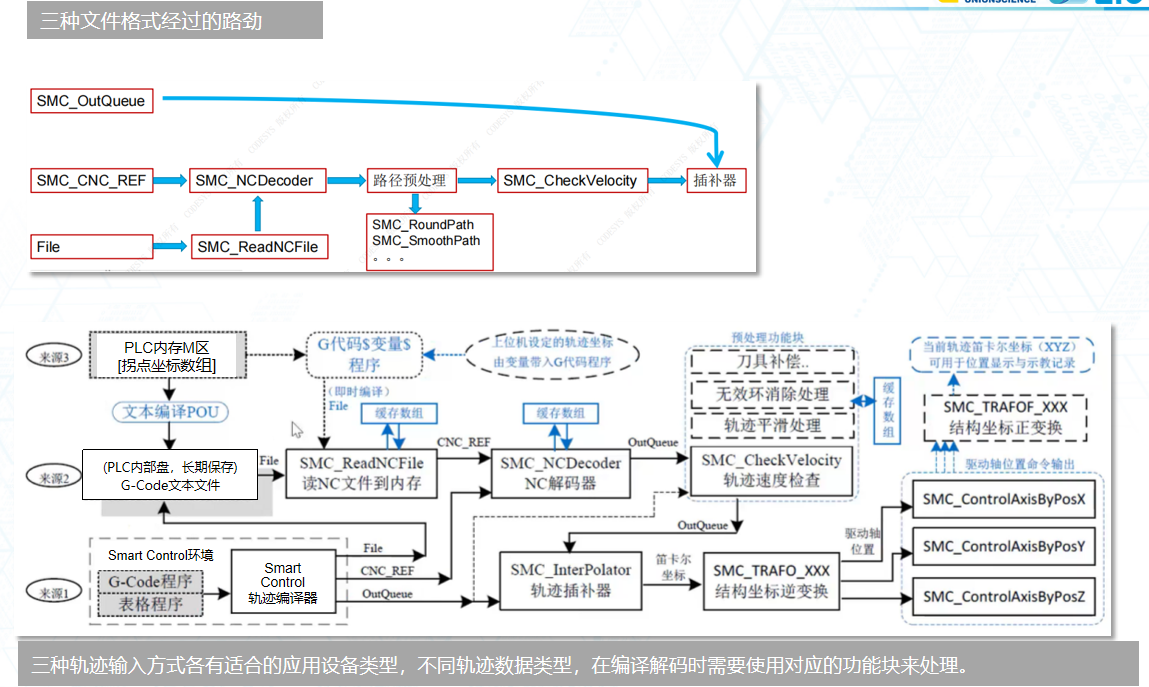

圖12 三種格式G代碼編譯過程
M指令(暫停功能):
聯誠PLC支持G-Code程序的M輔助功能,可以在插補運行中,按M指令要求暫停插補軌跡的運行,待接到對應的確認信號,才繼續執行。
H指令(邏輯開關功能):
支持G-Code程序的H輔助功能,可以在連續軌跡的插補運行中,經過H指令指定的軌跡點,輸出指定的邏輯控制信號,用于邏輯控制。H指令與M指令不同,經過監控點位置時,輸出邏輯信號,并不出現軌跡運行的減速或暫停。借助這個功能,可以讓系統知悉軌跡運行已到達特定位置,或用于觸發相應的控制邏輯,如點膠機噴嘴的控制等。
軌跡的圓滑與倒角處理:
在實際應用中,對于軌跡轉折處可能需要有倒角和圓滑處理,用G51/G52指令就可以啟動圓滑路徑處理,將拐角處位置改為連續即可實現連續插補。
軌跡的刀具補償處理:
用戶一般設計所需工件外形或希望加工的圖案形狀,而設備控制的卻是加工工具的運動軌跡,加工工具一般都會有其外形尺寸,如鏜床、銑床、磨床的工具,因此加工工具的行走軌跡需要在工具軌跡的基礎上,考慮工具的尺寸,預留一個刀具半徑的偏移量,這就是刀具補償。G-Code指令集中的G41、G42、G40就分別是刀具半徑左補償、右補償和取消半徑補償.
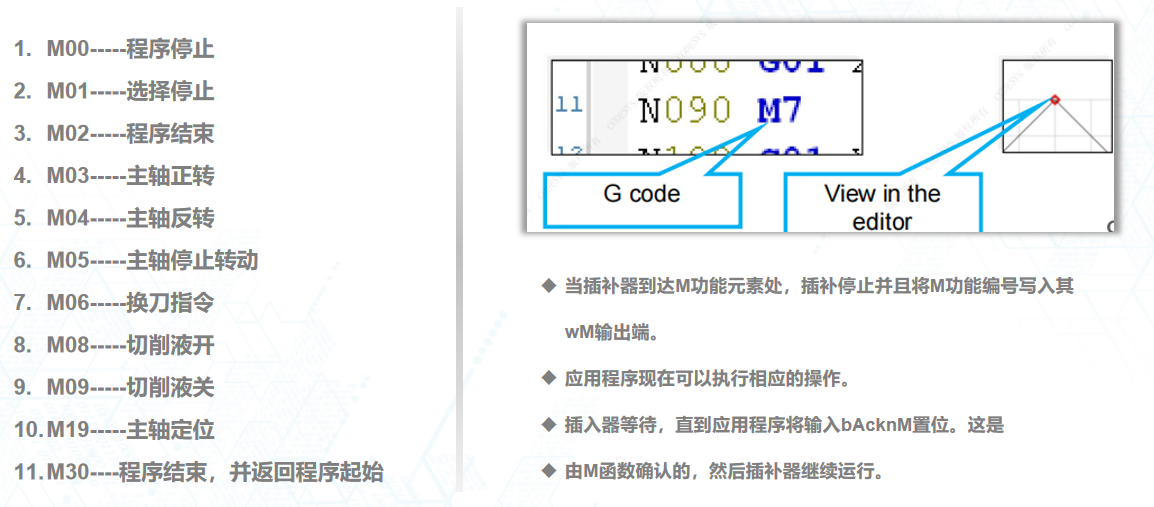
圖13 G代碼的M功能

圖14 G代碼的M功能
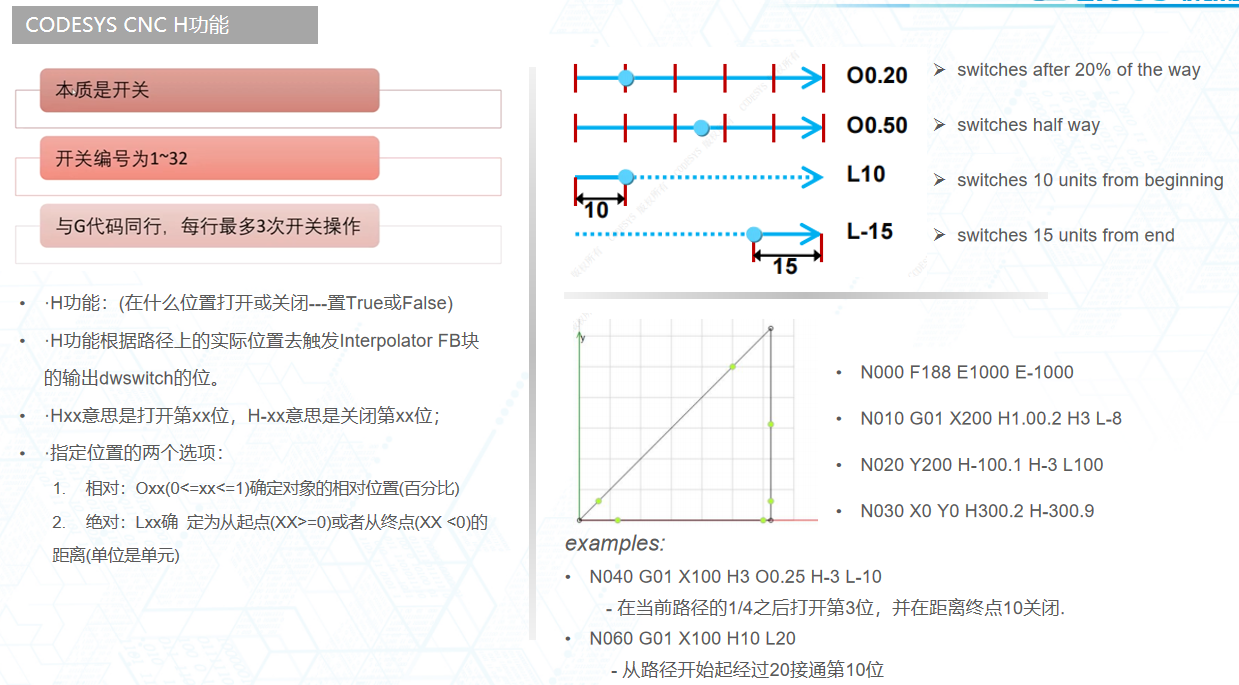
圖15 G代碼的H功能
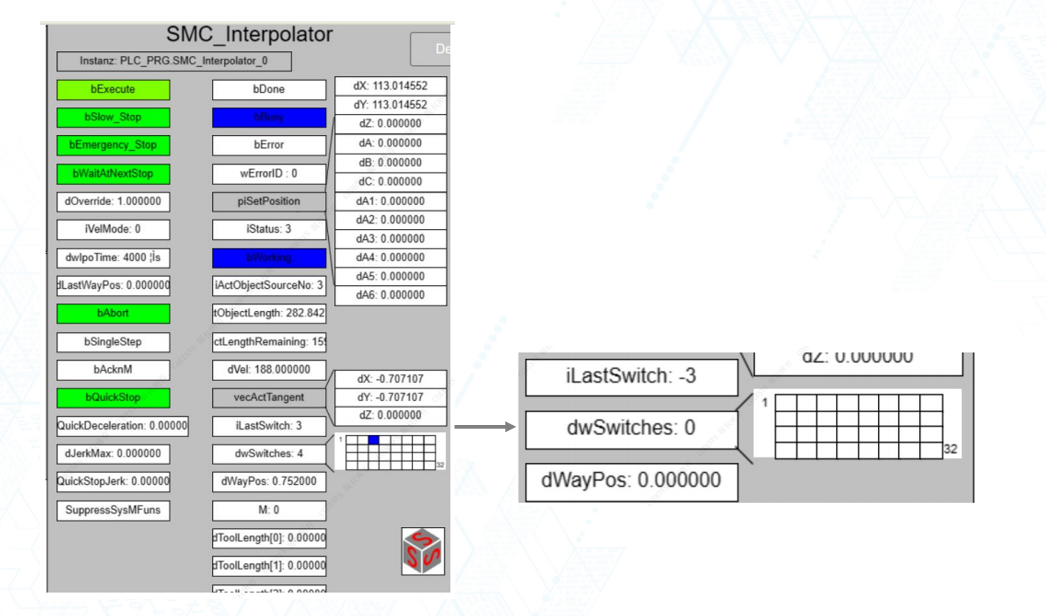
圖16 G代碼的H功能
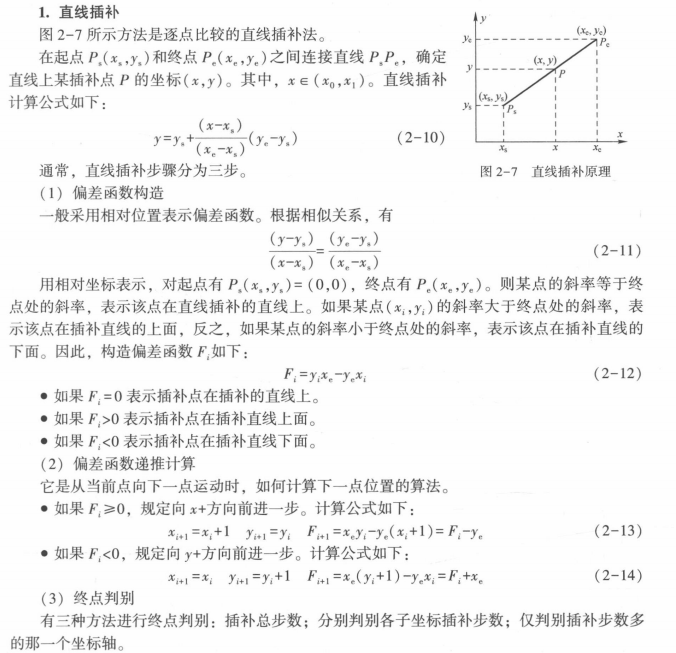
運動系統的輪廓控制是根據已知運動軌跡的起點坐標、終點坐標、曲線類型和走向,由運動控制系統實時計算各中間點的坐標。這個中間點坐標的插入和補充的技術稱為插補技術。插補技術是運動控制器中的一種算法。它是在一條已知起點和終點的曲線之間進行數據密集化的算法。按數學模型,可分為一次(直線)插補、二次(圓弧、拋物線、圓、雙曲線、二次樣條)插補和高次(樣條)插補等。按插補方法,可分為脈沖增量插補和數字增量插補。
脈沖增量插補是控制單個脈沖輸出規律的插補方法。每輸出一個脈沖,移動部件相應移動一定距離(稱為脈沖當量)。因此,它也稱為行程標量插補。常用的有逐點比較法、數字積分法等。
數字增量插補是在規定時間(稱為插補時間)內,計算各坐標方向的增量等數據,同服
系統在下一插補時間內走完插補計算給出的行程。它也稱為時間標量插補。直線插補的原理簡單,控制誤差容易,通常用曲率圓弧近似估計誤差,以計算符合精度要求的插補直線段參數變量。但直線插補生成的逼近曲線不是一階連續的,在期望精度高的場合生成的插補點數過多,造成數據存儲和傳輸的困難。
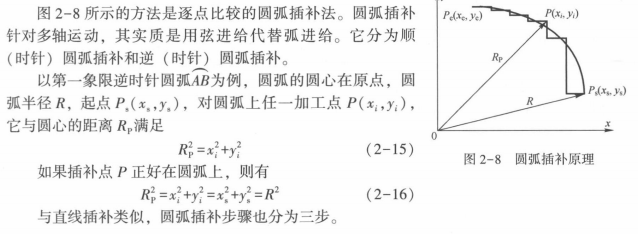
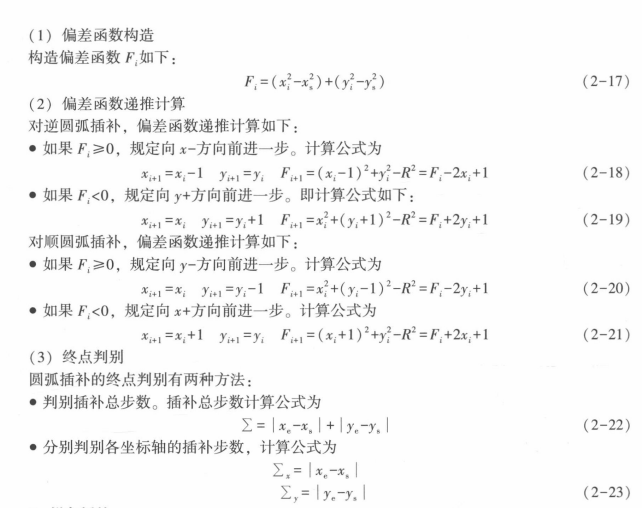
圓弧插補可在一定程度上彌補直線插補的不足,可生成一階幾何連續的逼近曲線,生成的插補圓弧段數量較少。但插補圓弧控制誤差的計算復雜,難以解析求解出目標曲線與逼近曲線之間距離,需用數值分析方法求解出滿足精度要求的插補圓弧參數。目前,插補一般用軟件實現。常用的插補是直線插補和圓弧插補。直線插補算法簡單,誤差容易控制,通常采用曲率圓弧近似估計誤差的方法計算符合精度要求的插補直線段參數變量。但直線插補生成的逼近曲線不連續,精度要求高時插補點數多,因此,數據存儲和傳輸負擔大。圓弧插補可生成一階幾何連續的逼近曲線,生成的插補圓弧段數少,但計算圓弧插補的。
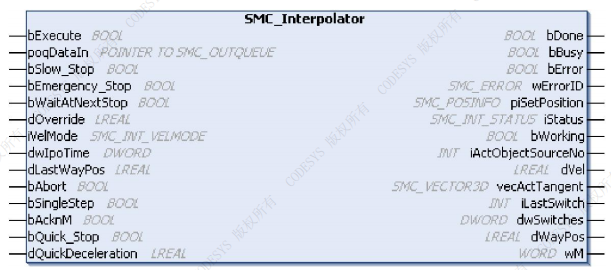
圖17 插補器MC Interpolator
MC Interpolator是CNC軌跡控制中最核心的插補功能塊,其功能強大,但使用簡單。相比于以往脈沖控制方式的插值原理,基于EtherCAT控制方式的插值要簡單許多,因為控制器只需要將指定軌跡曲線中,插補得到有限個離散的中間點,用數學方法計算得到這些中間點的坐標(dx,dz),讓合成軌跡能以設定的加速度、減速度、設定速度等運行,插補器支持DIN66025標準中的所有G、M、H指令的解析執行。
將這些中間點坐標經過必要的坐標變換處理后,以位置命令方式發送給驅動X、Y、Z軸的伺服,令三個軸同時運動,這三個軸運動的合成軌跡即為所需運動軌跡。
左圖為一個直線線段CNC插值的原理圖,因為在線段的軌跡運動中,存在加速和減速的過程,中間的插入的間距會有加速時間距逐漸加大、減速時間距逐漸減小的情況。
EtherCAT任務是按固定的周期執行,如周期一般設為1ms/4ms等,插補周期與EtherCAT周期相同,開始插值運行后,每次EtherCAT中斷時執行一次MC_Interpolator功能塊,該功能塊就以一個EtherCAT周期內,按照用戶設定的軌跡速度、允許的加減速時間,計算每個軸在下一個周期內,需要運行的距離,以G代碼坐標系為參考,按照垂直坐標系目標絕對位置坐標(dx,dy,dz),作為伺服運行的位置指令。在插補處理的同時,對 A B C P Q U V W 等輔助軸同時進行對應的定位控制處理。
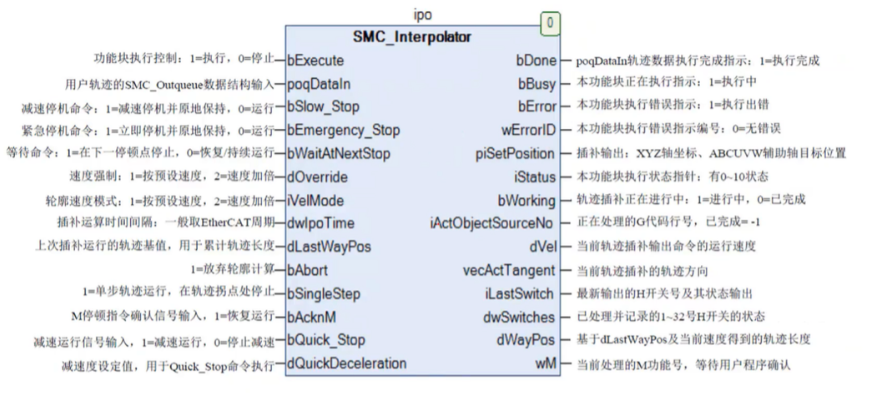
圖18 插補器MC Interpolator

圖19 線段插補
插補功能塊SMC_Interpolator,按照一定的時間間隔,計算給定路徑的位置,對路徑進行離散。通過piSetPosition輸出笛卡爾坐標系的位置,單位為脈沖當量。
常用的樣條曲線是三次B樣條曲線和三次非均勻有理B樣條曲線(NURBS曲線)。樣條曲線是用多項式曲線段連接而成的曲線。每段曲線邊界處滿足特定的連續條件,其形狀由一組控制點決定。
樣條曲線可精確地表示解析曲線和自由曲線,數控技術中,為加工復雜的流線型覆蓋件例如,飛機機翼和成形模具等需要高精度的數控加工。采用傳統曲面數控加工技術不僅處理數據量大,而且加工效率不高。因此,1991年國際標準化組織規定數控系統數據標準作為工業產品模型數據交換標準,成為定義工業產品幾何形狀的唯一數學方法。按數控系統數據標準ISO14649,樣條曲線插補是將符合三維幾何模型加工信息直接作為數控系統輸入,即直接對參數曲線進行插補。
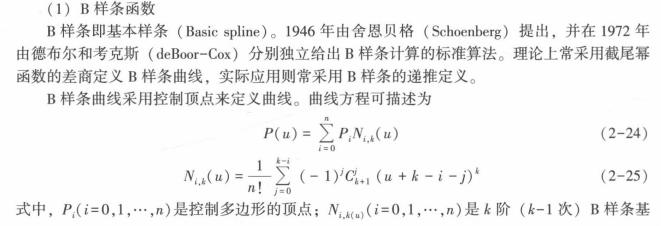
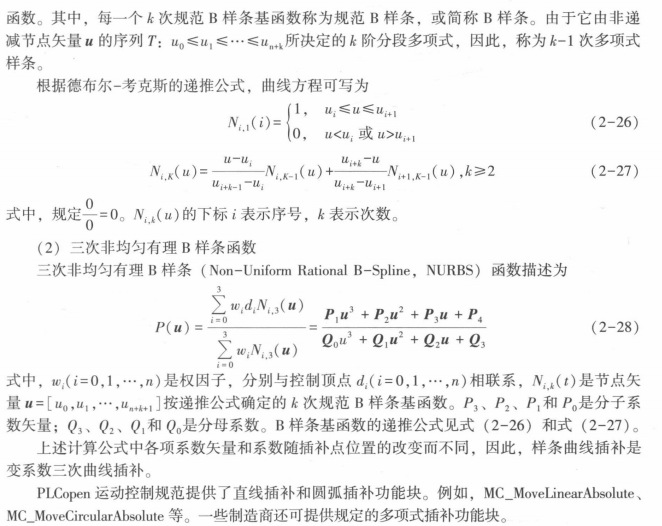
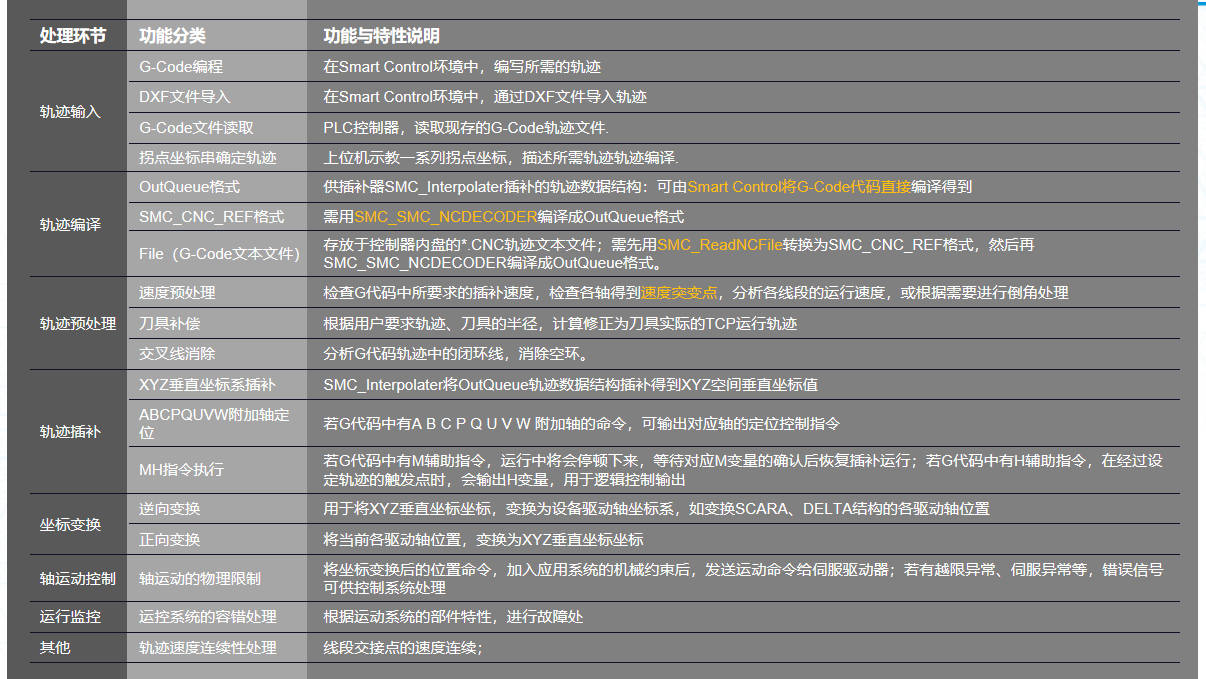
圖20 G代碼解析
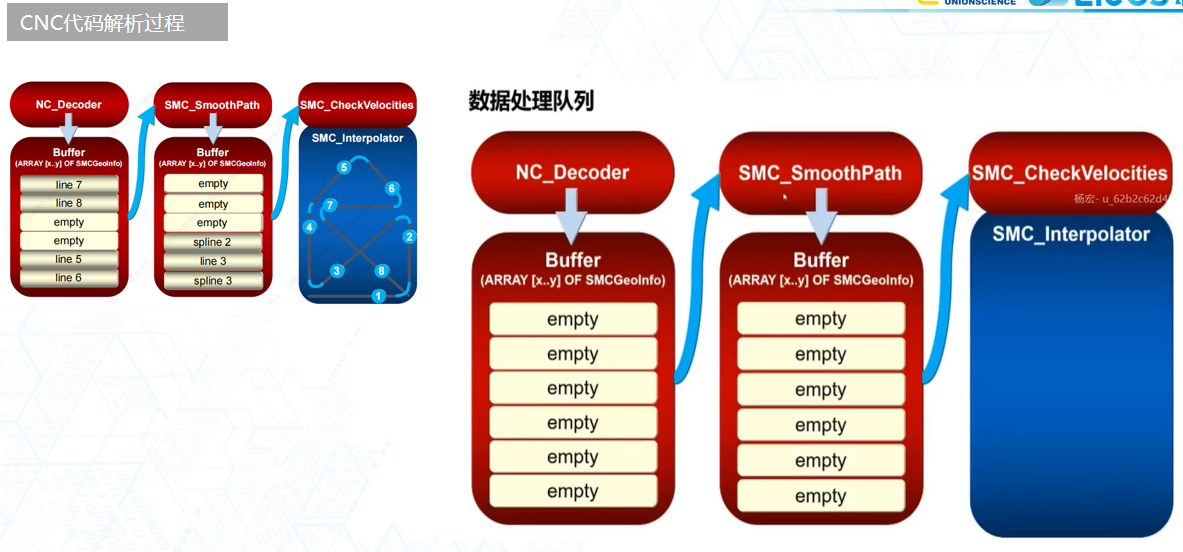
圖21 速度預處理
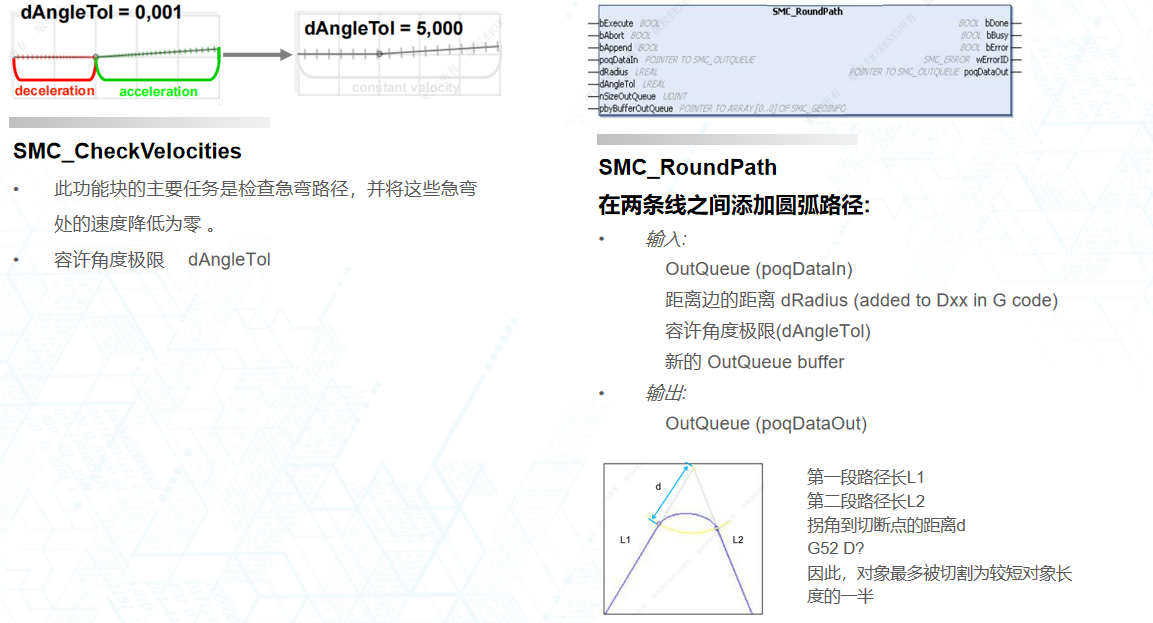
圖22 路徑預處理

圖23 預處理
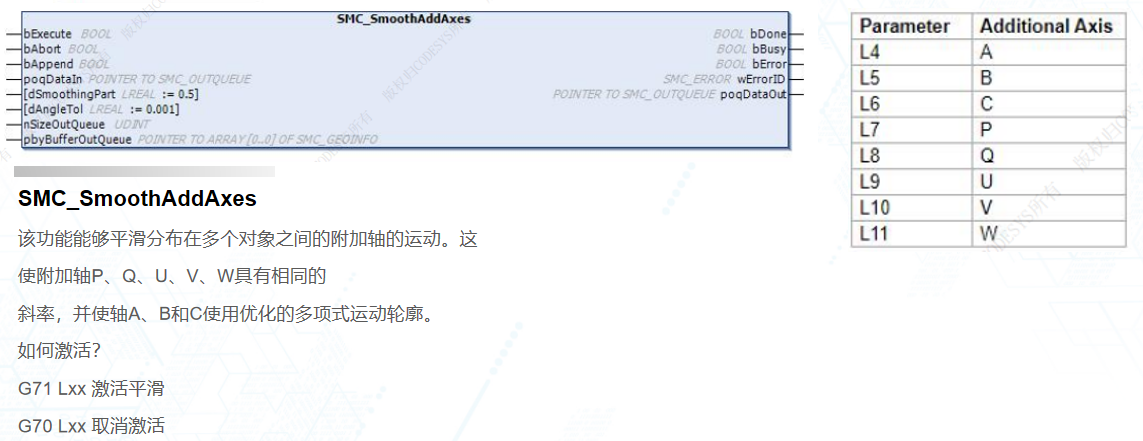
圖24 樣條曲線路徑預處理
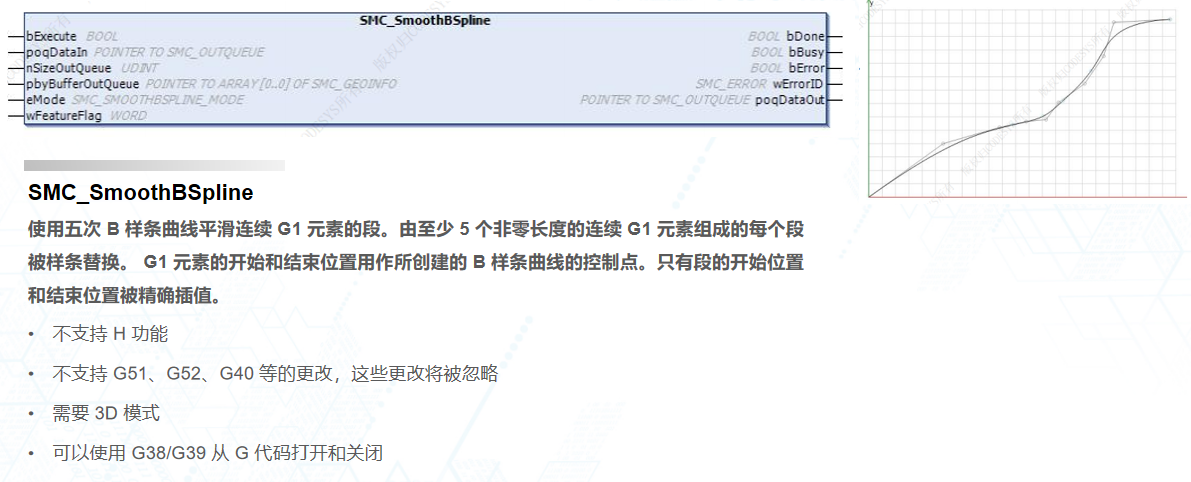

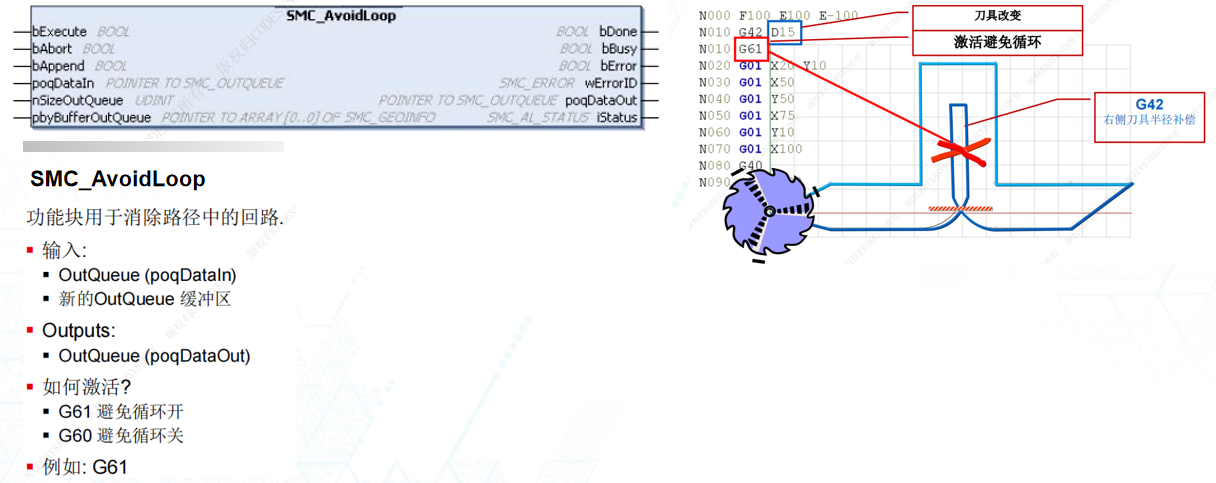
圖25 刀具預處理
圖26 預處理功能塊
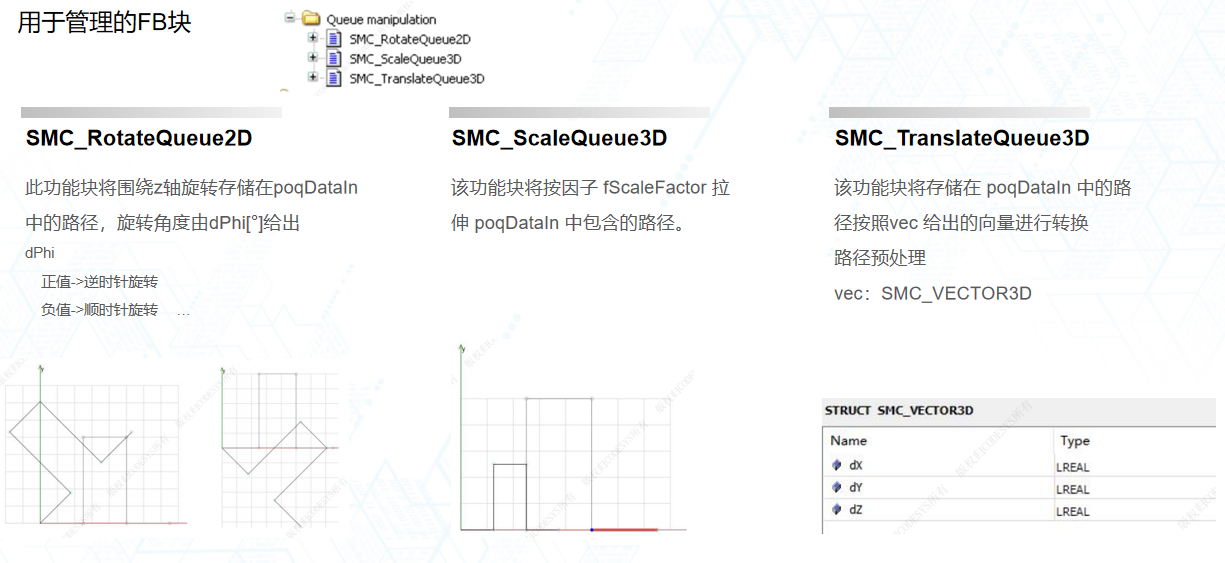
圖27 管理功能塊
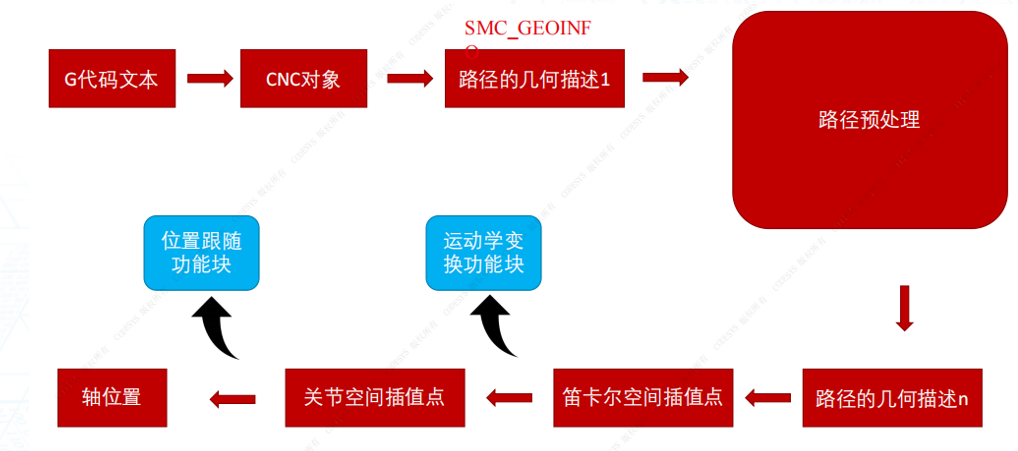
圖28 運動學轉換
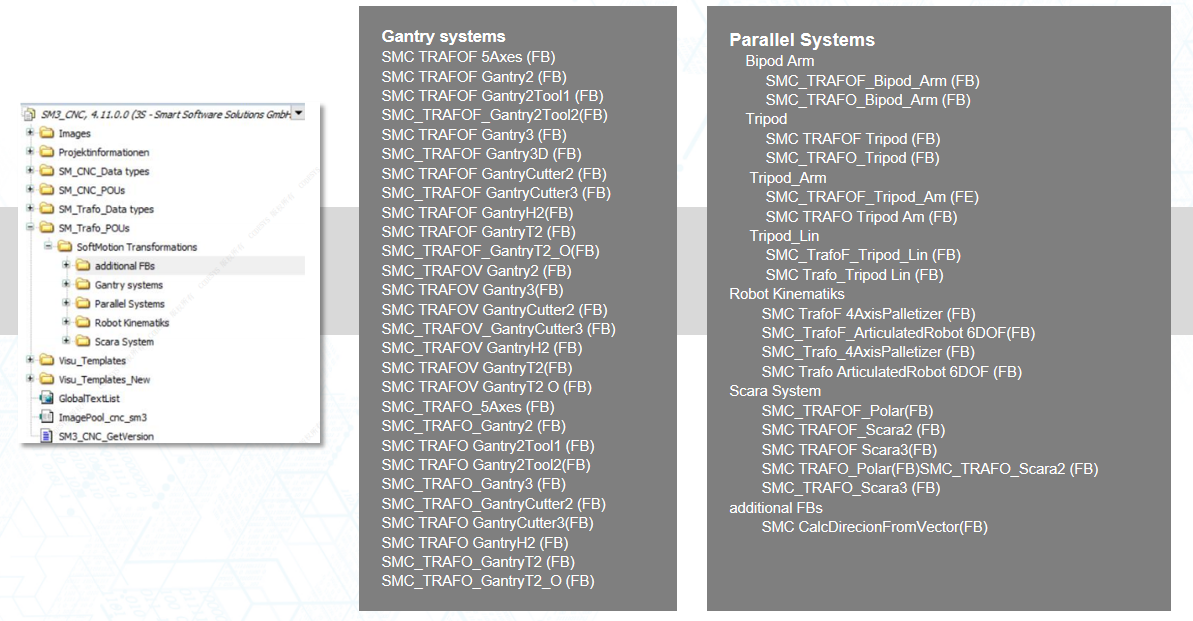
圖29 支持的運動學模型
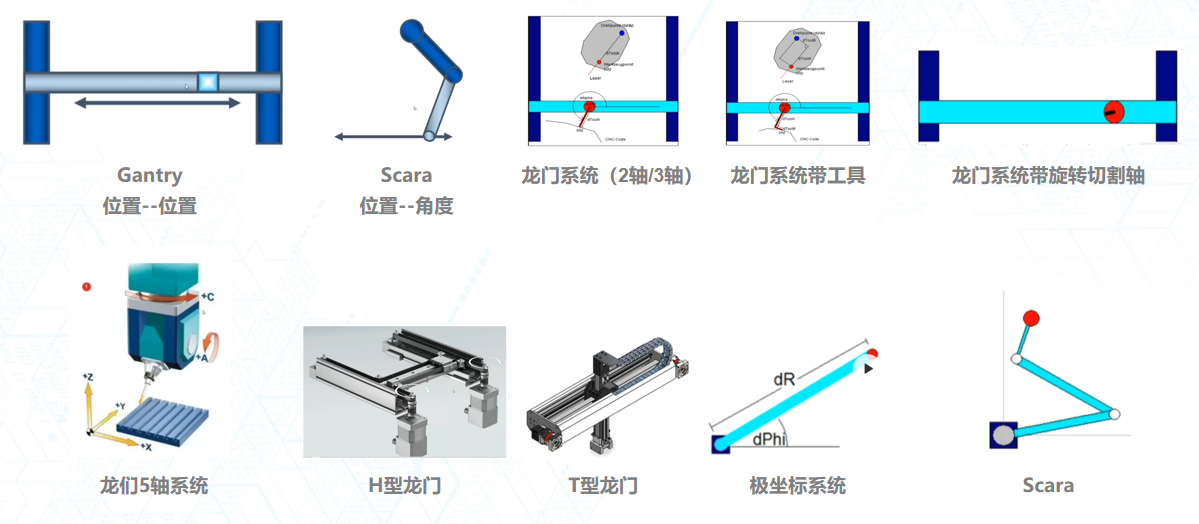
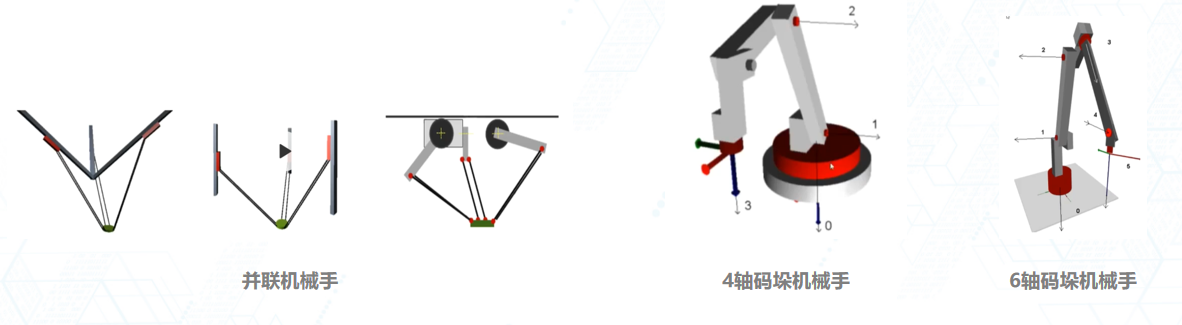
圖30 支持的運動學模型
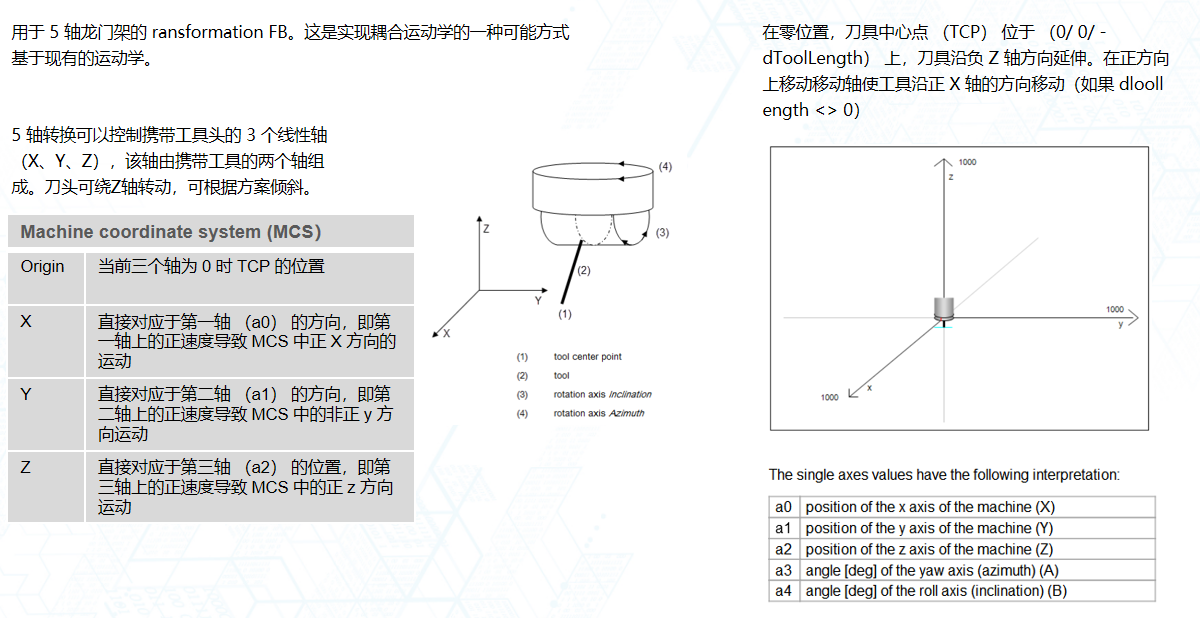
圖31 五軸運動學模型
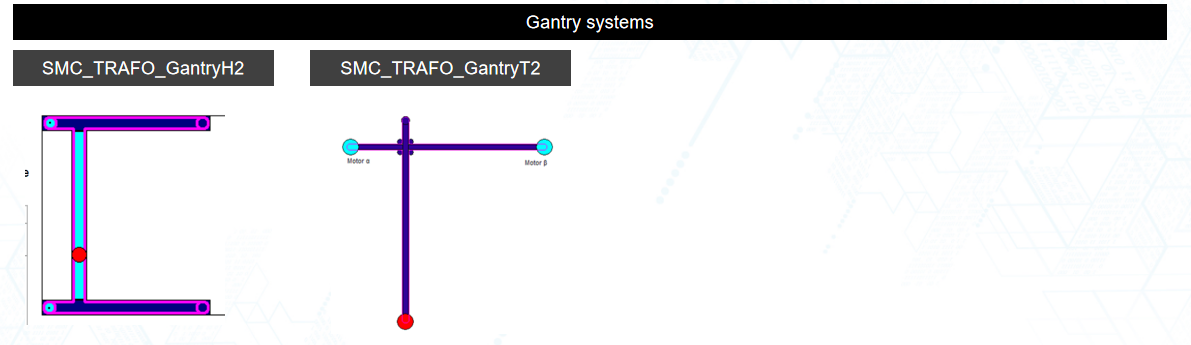
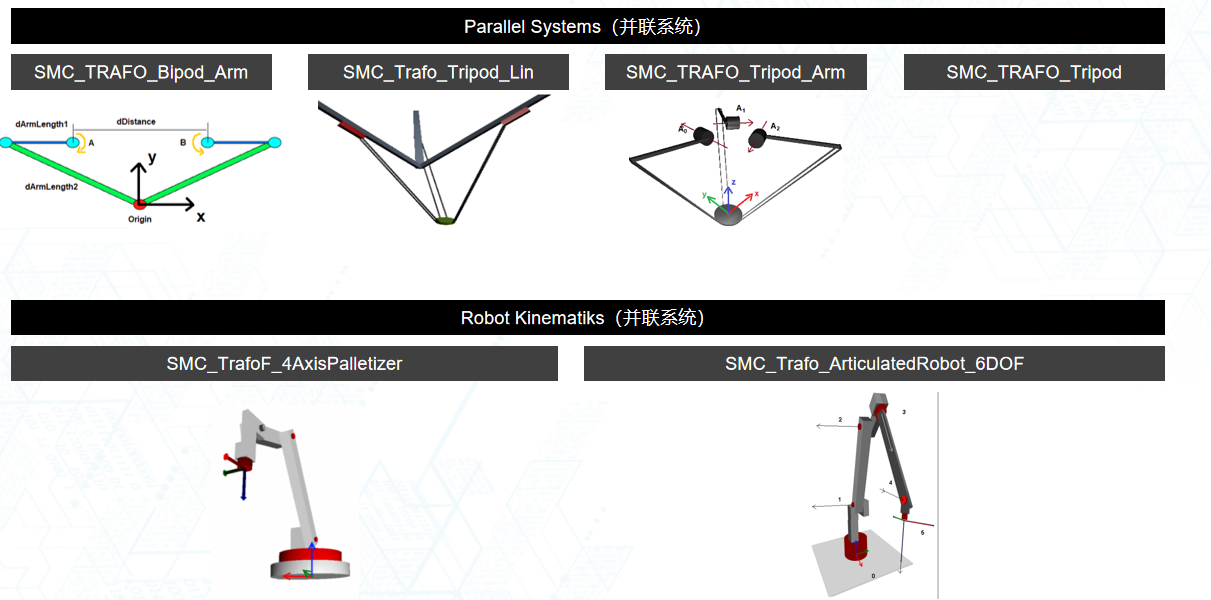
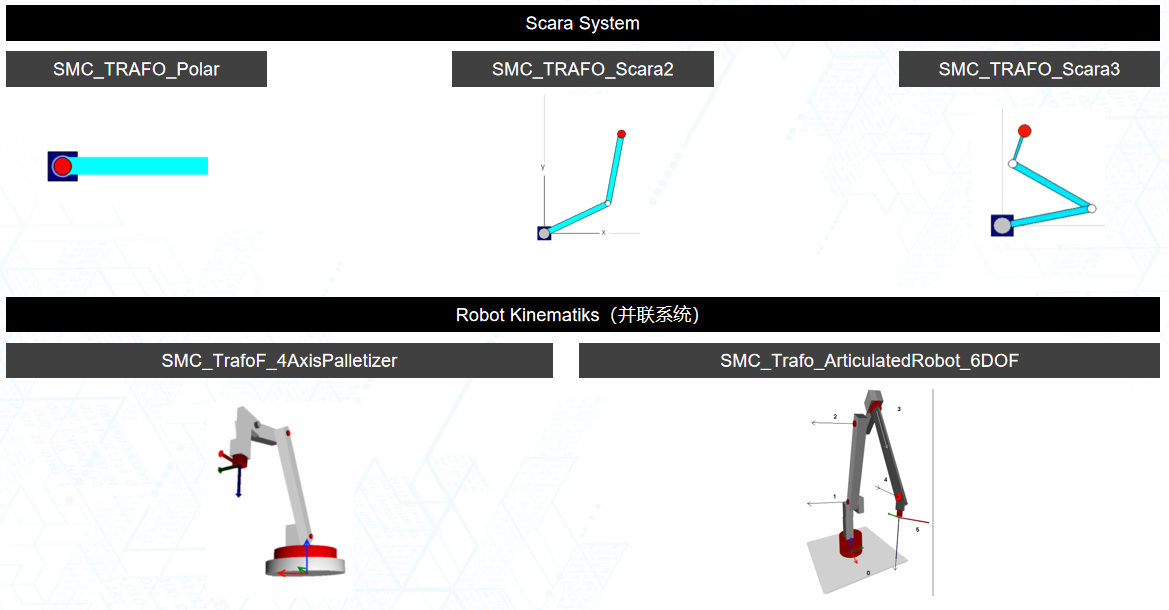
圖32 運動學模型對應的算法功能塊
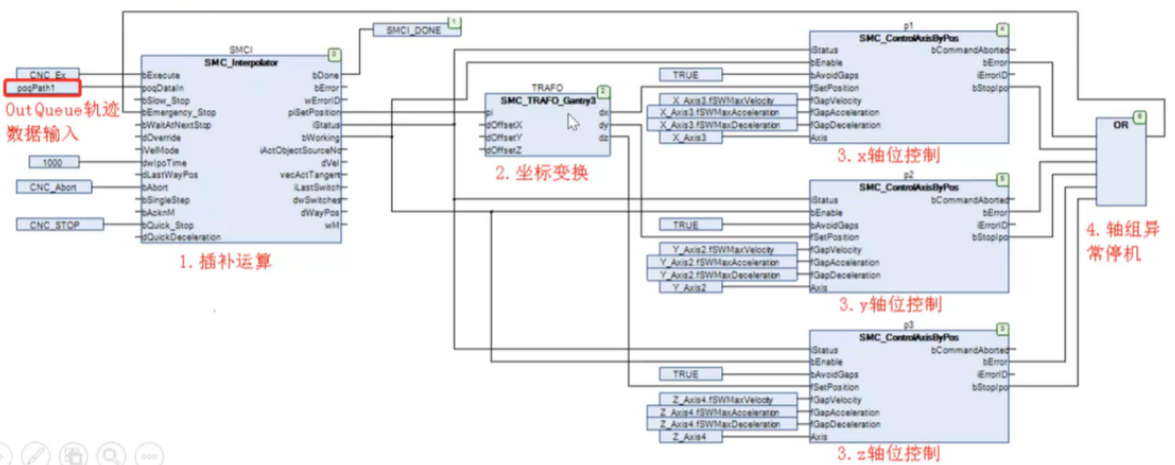
如前面所述,G-Code是以三維垂直坐標系來描述空間位置和軌跡,下圖是簡單的3軸垂直坐標系統(也稱龍門架結構)的插補執行程序,以CFC圖形化語言給出,用戶的軌跡數據已編譯成SMC OutQueue格式,則最簡化的插補控制程序如下圖: